TUNGSTEN ELECTRODES
2% THORIATED (RED) EWTh-2/WT20
Principal Oxide: 1.7–2.2% Thorium Oxide
Radioactive. Best for use in Direct Current (D/C) applications using transformer based constant current power sources. Best for use on non corroding steels, titanium alloys, nickel alloys, copper alloys. Good D/C arc starts and stability, medium erosion rate, medium amperage range, medium tendency to spit.

0.8% ZIRCONIATED (WHITE) EWZr-8/WZ8
Principal Oxide: 0.7–0.9% Zirconium Oxide
Non-Radioactive. Best for use in Alternating Current (A/C) for aluminum alloys and magnesium alloys using inverter or transformer based constant current power sources. Balls well, handles higher amperage than pure tungsten with less pitting, better arc starts and arc stability than pure tungsten.

1.5% LANTHANATED (GOLD) EWLa-1.5/WL15
Principal Oxide: 1.3–1.7% Lanthanum Oxide
Non-Radioactive. Best for use in Direct Current (D/C) as an alternative to 2% Thoriated using inverter or transformer based constant current power sources. Best for non corroding steels, titanium alloys, nickel alloys, copper alloys. Best D/C arc starts and stability, low erosion rate, wide amperage range, no spitting.

2% CERIATED (GRAY) FORMERLY ORANGE EWCe-2/WC20
Principal Oxide: 1.8–2.2% Cerium Oxide
Non-Radioactive. Best for use in Alternating Current (A/C) or Direct Current (D/C) applications using inverter or transformer based constant current power sources. Good for low-alloyed steels, non corroding steels, aluminum alloys, magnesium alloys, titanium alloys, nickel alloys, copper alloys. Good ignition and re-ignition properties, long service life, excellent arc stability. Low erosion rate, best at low amperage range, no spitting, good D/C arc starts and stability.

PURE (GREEN) EWP/WP
Principal Oxide: None
NON-RADIOACTIVE. Good for use in Alternating Current (A/C) for aluminum alloys and magnesium alloys in low to medium amperage applications using transformer based constant current power sources only. Balls easy, tends to spit at higher amperages. Used for non-critical welds only.
2% LANTHANATED (BLUE) EWLa-2/WL20
Principal Oxide: 1.8–2.2% Lanthanum Oxide
Non-Radioactive. Best general purpose electrode for both Alternating Current (A/C) or Direct Current (D/C) using inverter or transformer based constant current power sources. Good for low-alloyed steels, non corroding steels, aluminum alloys, magnesium alloys, titanium alloys, nickel alloys, copper alloys. Good arc starts and stability, medium to high amperage range, low erosion rate.
LaYZr™ (CHARTREUSE) EWG
Principal Oxides: 1.5% Lanthanum, 0.8% Yttrium Oxides, 0.8% Zirconium
Non-Radioactive. Best for automated or robotic applications in Alternating Current (A/C) or Direct Current (D/C) due to low voltage tolerance (changes in tip to work piece distance) using inverter or transformer based constant current power sources. Good for low-alloyed steels, non corroding steels, aluminum alloys, magnesium alloys, titanium alloys, nickel alloys, copper alloys. Very stable tip geometry, runs cooler than 2% Thoriated with longer life, low to medium amperage range. Very best low amperage starts
Color Code and Alloying Elements for Various Tungsten Electrode Alloys
| Designation | Chemical Composition Impurities ≤0.1% | TIP COLOR | |||
| ISO 6848 | AWS A5.12 | OXIDE ADDITIVE | TUNGSTEN | ||
| WT20 | EWTh-2 | ThO2: 1.70–2.20% | ≥97.30% | Red | |
| WP | EWP | . | ≥99.95% | Green | |
| WL15 | EWLa-1.5 | LaO2: 1.30–1.70% ≥ | ≥97.80% | Gold | |
| WC20 | EWCe-2 | CeO2: 1.80–2.20% | ≥97.30% | Gray | |
| WL20 | EWLa-2 | La2O3: 1.80–2.20% | ≥97.30% | Blue | |
| WZ8 | EWZr-8 | ZrO2: 0.70–0.90% | ≥98.60% | White | |
| LaYZr | EWG | La2O3: 1.3–1.7%; ZrO2: 0.06–0.10%; Y2O3: 0.6–1.0% | ≥97.34% | Chartreuse | |
Guidelines for tungsten electrodes: An Update
Tungsten is a rare metallic element used for manufacturing gas tungsten arc welding (GTAW) electrodes. The GTAW process relies on tungsten’s hardness and high-temperature resistance to carry the welding current to the arc. Tungsten has the highest melting point of any metal, 3,410 degrees Celsius.
These nonconsumable electrodes come in a variety of sizes and lengths and are composed of either pure tungsten or an alloy of tungsten and other rare-earth elements and oxides. Choosing an electrode for GTAW depends on the base material type and thickness and whether you weld with alternating current (AC) or direct current (DC). Which one of three end preparations you choose, balled, pointed, or truncated, also is crucial in optimizing the results and preventing contamination and rework.
Each electrode is color-coded to eliminate confusion over its type. The color appears at the tip of the electrode.
Pure Tungsten (Color Code: Green)
Pure tungsten electrodes (AWS classification EWP) contain 99.50% tungsten, have the highest consumption rate of all electrodes, and typically are less expensive than their alloyed counterparts.
These electrodes form a clean, balled tip when heated and provide great arc stability for AC welding with a balanced wave. Pure tungsten also provides good arc stability for AC sine wave welding, especially on aluminum and magnesium. It is not typically used for DC welding because it does not provide the strong arc starts associated with thoriated or ceriated electrodes. Pure tungsten is not recommended on inverter-based machines; for best results, use a sharpened ceriated or lanthanated electrode.
Thoriated (Color Code: Yellow, Red)
Thoriated tungsten electrodes (AWS classifications EWTh-1 and EWTh-2) contain a minimum of 97.30% tungsten and 0.8% to 2.20% thorium and are available in two types: EWTh-1 and EWTh-2, containing 1% and 2%, respectively. They are commonly used electrodes and are preferred for their longevity and ease of use. Thorium increases the electron emission qualities of the electrode, which improves arc starts and allows for a higher current-carrying capacity. This electrode operates far below its melting temperature, which results in a considerably lower rate of consumption and eliminates arc wandering for greater stability. Compared with other electrodes, thoriated electrodes deposit less tungsten into the weld puddle, so they cause less weld contamination.
These electrodes are used mainly for DC electrode negative (DCEN) welding on carbon steel, stainless steel, nickel, and titanium and for some specialty AC welding (such as thin-gauge aluminum applications).
During manufacturing, thorium is evenly dispersed throughout the electrode, which helps the tungsten maintain its sharpened edge—the ideal electrode shape for welding thin steel—after grinding. Note: Thorium is radioactive, so you must always follow the manufacturer’s warnings, instructions, and the Material Safety Data Sheet (MSDS) for its use.
Ceriated (Color Code: Gray, Formerly Orange)
Ceriated tungsten electrodes (AWS classification EWCe-2) contain a minimum of 97.30% tungsten and 1.80% to 2.20% cerium and are referred to as 2% ceriated. These electrodes perform best in DC welding at low current settings but can be used proficiently in AC processes. With its excellent arc starts at low amperages, ceriated tungsten has become popular in such applications as orbital tube and pipe fabricating, thin sheet metal work, and jobs involving small and delicate parts. Like thorium, it is best used to weld carbon steel, stainless steel, nickel alloys, and titanium, and in some cases, it can replace 2% thoriated electrodes. Ceriated tungsten has slightly different electrical characteristics than thorium, but most welders can’t tell the difference.
Using ceriated electrodes at higher amperages is not recommended because higher amperages cause the oxides to migrate quickly to the heat at the tip, removing the oxide content and nullifying its process benefits.
(Color Code: Gray, Formerly Orange) Ceriated Electrodes
Looking for a replacement for thoriated electrodes? How about something for a smaller project that is done at a lower temperature than normal? If so, orange ceriated TIG electrodes are exactly what you need.
These products contain around 2% of ceriated and are perfect for projects that involve DC welding. This type of electrode can weld materials such as stainless steel, titanium, nickel alloys and carbon steel. In general, ceriated is not advised to be used for welding at higher amps as the heat can mess with the composition of this electrode. It is best to use this type of tungsten for smaller projects with precise parts & thin metals.
Use a pointed and/or truncated tip (for pure tungsten, ceriated, lanthanated, and thoriated types) for inverter AC and DC welding processes.
Lanthanated (Color Code: Black, Gold, Blue)
Lanthanated tungsten electrodes (AWS classifications EWLa-1, EWLa-1.5, and EWLa-2) contain a minimum of 97.30% tungsten and 0.8% to 2.20% lanthanum, or lanthana, and are known as EWLa-1, EWLa-1.5, and EWLa-2 lanthanated. These electrodes have excellent arc starting, a low burnoff rate, good arc stability, and excellent reignition characteristics—many of the same advantages as ceriated electrodes. Lanthanated electrodes also share the conductivity characteristics of 2% thoriated tungsten. In some cases, lanthanated tungsten can replace thoriated tungsten without having to make significant welding program changes.
Lanthanated tungsten electrodes are ideal if you want to optimize your welding capabilities. They work well on AC or DCEN with a pointed end, or they can be balled for use with AC sine-wave power sources. Lanthanated tungsten maintains a sharpened point well, which is an advantage for welding steel and stainless steel on DC or AC from square wave power sources.
Unlike thoriated tungsten, these electrodes are suitable for AC welding and, like ceriated electrodes, allow the arc to be started and maintained at lower voltages. Compared with pure tungsten, the addition of lanthana increases the maximum current-carrying capacity by approximately 50% for a given electrode size.
Zirconiated (Color Code: Brown)
Zirconiated tungsten electrodes (AWS classification EWZr-1) contain a minimum of 99.10% tungsten and 0.15% to 0.40% zirconium. A zirconiated tungsten electrode produces an extremely stable arc and resists tungsten spitting. It is ideal for AC welding because it retains a balled tip and has a high resistance to contamination. Its current-carrying capability is equal to or greater than that of thoriated tungsten. Under no circumstances is zirconiated recommended for DC welding.
Rare Earth (Color Code: Various Colors Not Already in Use, Formerly Gray
Rare-earth tungsten electrodes (AWS classification EWG) contain unspecified additives of rare-earth oxides or hybrid combinations of different oxides, but manufacturers are required to identify each additive and its percentage on the package. Depending on the additives, desired results can include a stable arc in both AC and DC processes, greater longevity than thoriated tungsten, the ability to use a smaller-diameter electrode for the same job, use of a higher current for a similar-sized electrode, and less tungsten spitting.
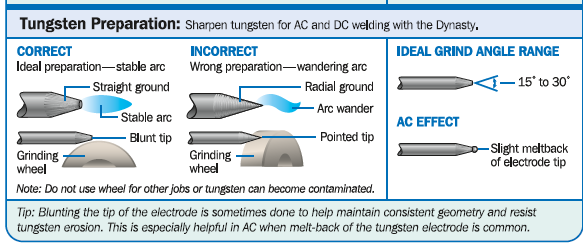
Tungsten Preparation — Balled, Pointed, or Truncated?
After selecting a type of electrode, the next step is to select an end preparation. The three choices are balled, pointed, and truncated.
A balled tip generally is used on pure tungsten and zirconiated electrodes, and it is suggested for use with the AC process on sine-wave and conventional square-wave GTAW machines. To ball the end of the tungsten properly, simply apply the AC amperage recommended for a given electrode diameter (see Figure 1), and a ball will form on the end of the electrode.
The diameter of the balled end should not exceed 1.5 times the diameter of the electrode (for example, a 1/8-in. electrode should form a 3/16-in.-diameter end). A larger sphere at the tip of the electrode can reduce arc stability. It also can fall off and contaminate the weld.
A pointed and/or truncated tip (for pure tungsten, ceriated, lanthanated, and thoriated types) should be used for inverter AC and DC welding processes.
To grind the tungsten properly, use a grinding wheel specially designated for tungsten grinding (to prevent contamination) and one that is made of Borazon or diamond (to resist tungsten’s hardness). Note: If you are grinding thoriated tungsten, make sure you control and collect the dust; have an adequate ventilation system at the grinding station; and follow the manufacturer’s warnings, instructions, and MSDS.
Grind the tungsten straight on the wheel versus at a 90-degree angle (see Figure 2) to ensure that the grind marks run the length of the electrode. Doing so reduces the presence of ridges on the tungsten that could create arc wandering or melt into the weld puddle, causing contamination.
Generally, you will want to grind the taper on the tungsten to a length of no more than 2.5 times the electrode diameter (for example, for a 1/8-in. electrode, grind a surface 1/4 to 5/16 in. long). Grinding the tungsten to a taper eases the transition of arc starting and creates a more focused arc for better welding performance.
When welding with low current on thin material (from 0.005 to 0.040 in.), it is best to grind the tungsten to a point. A pointed tip allows the welding current to transfer in a focused arc and helps prevent thin metals, such as aluminum, from becoming distorted. Using pointed tungsten for higher-current applications is not recommended, because the higher current can blow off the tip of the tungsten and cause weld puddle contamination.
For higher-current applications, it is best to grind a truncated tip. To achieve this shape, first grind the tungsten to a taper as explained previously, then grind a 0.010- to 0.030-in. flat land on the end of the tungsten. This flat land helps prevent the tungsten from being transferred across the arc. It also prevents a ball from forming.